Many machining teams assume harder cutting tool materials automatically deliver better performance.

In real production environments, harder inserts often fail faster.
The reason is simple.
Machining stability depends on far more than hardness alone.
A ceramic insert may survive extremely high cutting temperatures in rigid continuous turning, yet fracture rapidly in long overhang boring. A PCBN insert may replace grinding successfully in one hardened steel application, while producing unstable edge failure in another because spindle vibration and interrupted contact were never fully controlled.
This is why tooling upgrades sometimes reduce productivity instead of improving it.
The insert itself is not always the problem.
In many deep-hole boring applications, insert quality gets blamed first. After testing, the real issue is often boring bar vibration, unstable chip evacuation deeper inside the cavity, or harmonic instability at certain overhang ratios.
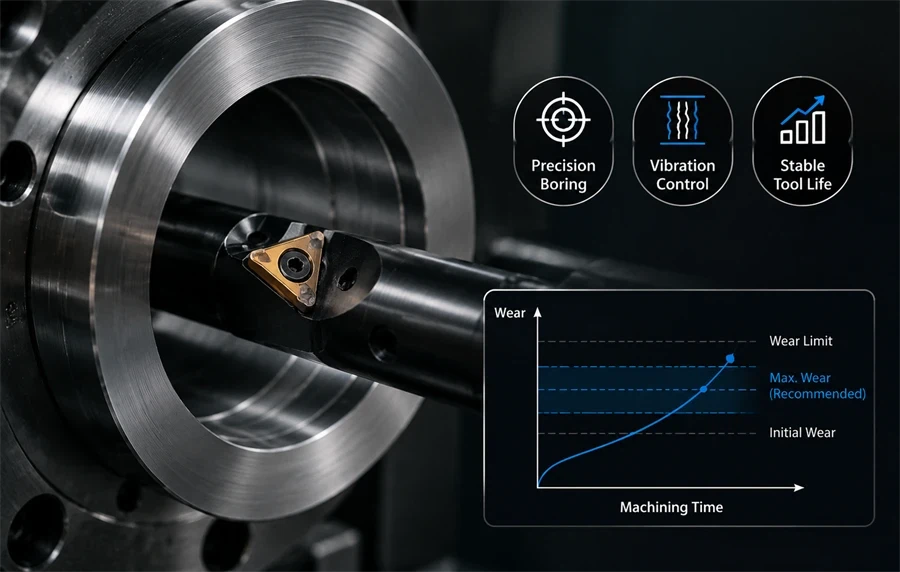
This becomes especially important in:
- Precision boring
- Deep-hole machining
- Long overhang applications
- Hardened steel turning
- Interrupted cutting
- High-speed finishing
- Unattended CNC production
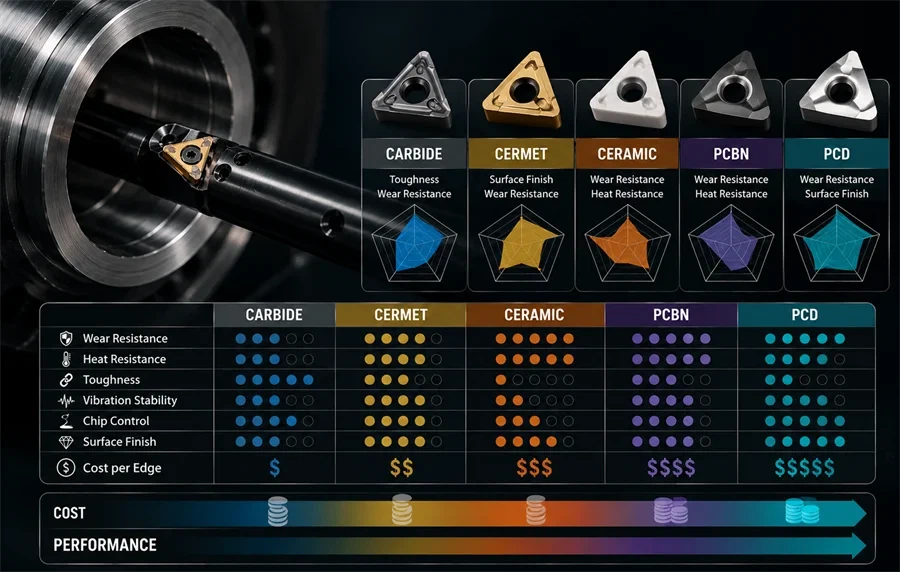
This guide compares five major cutting tool materials used in modern machining:
- High-speed steel (HSS)
- Carbide
- Ceramic
- PCBN
- PCD
More importantly, it explains how these materials behave under real production instability, vibration, thermal load, and manufacturing economics.
Real Production Comparison Table - Stability Often Matters More Than Hardness
| Tool Material | Heat Resistance | Toughness | Typical Production Environment | Common Failure Trigger | Interrupted Cutting Stability | Deep-Hole Boring Suitability | Unattended Machining Reliability |
|---|---|---|---|---|---|---|---|
| HSS | Low | Excellent | Manual machining, repair work, older equipment | Thermal softening | Excellent | Limited | Medium |
| Carbide | High | Good | General CNC machining and precision boring | Vibration-induced chipping | Good | Excellent | High |
| Ceramic | Very high | Low | Rigid high-speed finishing | Thermal shock and edge fracture | Poor | Poor | Medium-low |
| PCBN | Extremely high | Medium | Stable hardened steel finishing | Interrupted edge breakdown | Moderate | Limited | High in stable setups |
| PCD | Medium-high | Medium-low | High-volume non-ferrous machining | Diffusion wear in steel machining | Poor in ferrous cutting | Limited | Very high in aluminum machining |
The comparison above reflects real machining behavior rather than laboratory material rankings.
In many production environments, the insert with the longest theoretical wear life does not produce the lowest total machining cost.
Why Harder Tool Materials Become More Sensitive to Instability
Increasing hardness generally improves wear resistance.
At the same time, it usually reduces fracture toughness.
That trade-off becomes critical once machining conditions involve:
- Long tool overhang
- Harmonic vibration
- Weak spindle damping
- Interrupted engagement
- Chip hammering
- Thermal shock
- Unstable workholding
- Deep cavity chip evacuation problems
This explains why carbide frequently outperforms ceramic in unstable boring applications despite lower heat resistance.
It also explains why some PCBN upgrades fail quickly in hardened steel machining on compact slant-bed lathes or lighter spindle platforms with limited damping capability.
A faster insert does not always reduce total production cost if repeated edge chipping increases operator intervention and interrupts unattended machining cycles.
HSS - Still Extremely Effective in Unstable Machining
HSS is often viewed as outdated tooling technology.
In unstable machining conditions, it still solves problems that brittle ultra-hard materials cannot tolerate reliably.
Why HSS Handles Interrupted Cutting So Well
Compared with carbide, ceramic, or PCBN, HSS provides:
Higher fracture toughness
Better impact resistance
Better thermal shock resistance
Lower sensitivity to sudden cutting force variation
This makes HSS highly forgiving in:
- Repair operations
- Older turret machines with spindle wear
- Thin-edge form tooling
- Manual machining
- Inconsistent workholding
- Intermittent cutting
Unlike brittle inserts, HSS usually wears progressively instead of fracturing suddenly.
That gradual wear behavior reduces scrap risk when machining stability cannot be fully controlled.
Why HSS Performs Poorly in Modern CNC Production
The weakness of HSS is thermal resistance.
Its effective heat stability generally remains around 600-700°C.
As spindle speed increases:
- Edge softening accelerates
- Plastic deformation becomes more likely
- Surface finish consistency declines
- Tool life drops rapidly
This limits HSS productivity in modern CNC environments where spindle utilization and unattended machining reliability matter heavily.
Carbide - The Most Balanced Material for Real Production Conditions
Carbide remains dominant because it balances:
- Toughness
- Thermal resistance
- Wear resistance
- Process stability
- Cost efficiency
For most real machining environments, carbide produces the best overall balance between productivity and operational reliability.
Why Carbide Frequently Outperforms Harder Materials in Boring Operations
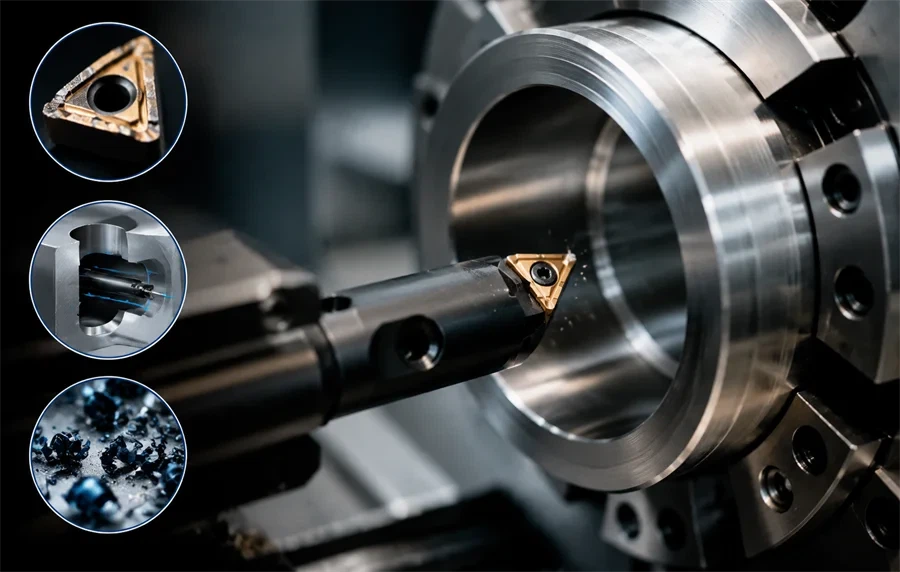
Deep-hole boring changes machining behavior completely.
As stick-out increases:
- Deflection accumulates near the insert nose
- Harmonic frequency shifts occur
- Resonance amplification rises
- Heat evacuation becomes less stable
- Chip evacuation timing becomes inconsistent
Under these conditions, fracture toughness often matters more than maximum hardness.
This is why carbide remains heavily used in:
- Anti-vibration boring systems
- Deep-hole boring
- Small-diameter boring
- Hydraulic valve body machining
- Precision hole finishing

In rigid continuous turning, ceramic inserts often outperform carbide significantly in cutting speed. However, once long overhang boring or interrupted engagement enters the process, carbide frequently maintains more stable edge integrity because fracture toughness becomes more important than thermal resistance.
Why Carbide Often Produces Lower Total Production Cost
Many production teams focus too heavily on cutting speed.
In practice, total machining economics often depend more on:
- Insert indexing frequency
- Scrap recovery cost
- Machine utilization
- Operator dependency
- Setup repeatability
- Unattended cycle interruption
- Downtime caused by unstable edge failure
A ceramic insert may remove material faster, yet repeated edge fracture can reduce spindle utilization significantly if operators must stop production repeatedly to inspect insert condition.
In many real production environments, predictable wear behavior matters more than maximum cutting speed.
Common Real-World Causes of Carbide Instability
Many carbide failures are caused by machining instability rather than insert quality.
Typical examples include:
- BT30 machining centers running excessive boring stick-out
- Compact lathes with lightweight machine bases
- Worn spindle systems with reduced damping performance
- Long modular boring assemblies
- Poor coolant delivery inside deep cavities
- Weak tailstock support
- Inconsistent workholding rigidity
For example, chip evacuation instability inside deep holes often causes secondary chip impact against the cutting edge. Over time, this repeated chip hammering may damage the insert corner before normal wear patterns become visible.
Ceramic Inserts - Extremely Productive but Highly Sensitive to Real-World Instability
Ceramic tooling performs exceptionally well under stable conditions.
Once instability enters the process, failure risk rises rapidly.
Where Ceramic Tooling Performs Extremely Well
Ceramic inserts are highly effective in:
- Continuous cast iron turning
- Stable hardened steel finishing
- High-speed dry machining
- Stable nickel alloy finishing
Because ceramic tooling maintains hardness above 1100°C, it supports cutting speeds far beyond conventional carbide.
In stable continuous machining, ceramic inserts can reduce cycle time dramatically.
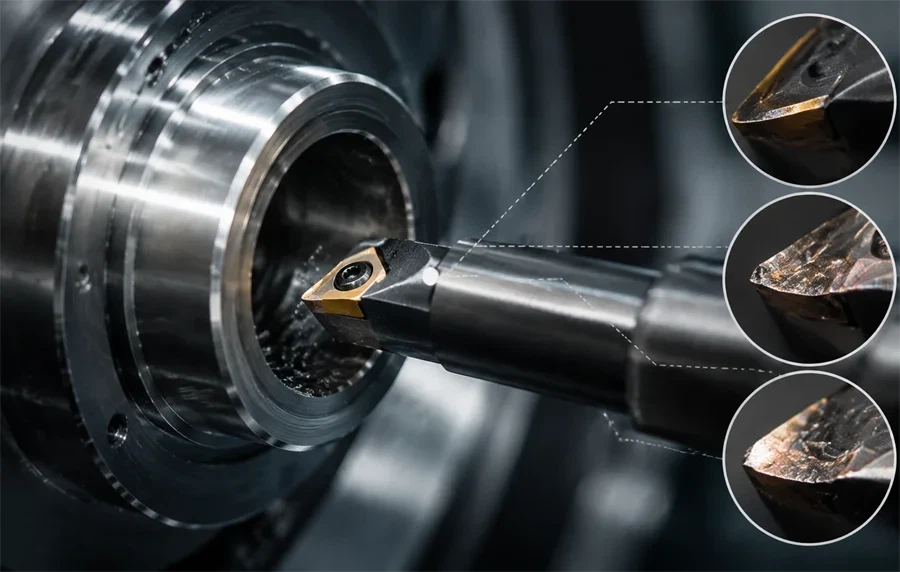
Why Ceramic Inserts Frequently Fail Before Normal Wear Appears
The weakness of ceramic tooling is brittleness.
Ceramic inserts are highly sensitive to:
- Chatter
- Entry shock
- Exit shock
- Interrupted contact
- Coolant fluctuation
- Harmonic vibration
This becomes especially dangerous during deep-hole boring.
As boring bar overhang increases, vibration amplification often rises sharply near critical stick-out ratios. Even minor instability may create microscopic edge fractures before measurable flank wear appears.
In many production environments, chatter marks appear on the workpiece surface first. Shortly afterward, sudden edge fracture occurs even though the insert initially appeared stable.

Why Thermal Shock Frequently Damages Ceramic Tooling
Ceramic inserts dislike rapid temperature variation.
Typical failure triggers include:
- Temporary coolant interruption
- Air-cut re-entry
- Stop-start machining cycles
- Inconsistent coolant direction
- Repeated thermal cycling
Small thermal cracks may form gradually until catastrophic edge failure eventually occurs.
This is one reason many high-speed ceramic applications prefer dry machining instead of inconsistent coolant exposure.
How Production Teams Usually Improve Ceramic Stability
When ceramic inserts fail repeatedly, machining engineers often improve stability by:
- Reducing radial engagement variation
- Stabilizing coolant delivery
- Lowering entry shock angle
- Improving setup damping
- Reducing interruption severity
- Shortening boring overhang
In unstable environments, carbide frequently remains the safer long-term option despite lower theoretical cutting speed.
PCBN - Extremely Effective for Stable Hardened Steel Finishing
PCBN is designed for extremely high-temperature machining.
Its thermal stability can reach approximately 1200-1500°C.
This makes PCBN highly effective in hardened steel applications where carbide wear accelerates rapidly.
Why PCBN Performs So Well in Hardened Steel
During hard turning:
- Contact temperature rises rapidly
- Edge stress becomes extremely high
- Diffusion wear accelerates
- PCBN maintains:
- Hot hardness
- Dimensional consistency
- Edge stability under high thermal load
- Strong anti-adhesion behavior with steel
This makes PCBN highly effective for:
- Bearing races
- Hardened gears
- Tool steel finishing
- Automotive hardened components
Why PCBN Sometimes Replaces Grinding Successfully
In stable machining environments, PCBN can reduce dependence on secondary grinding operations.
Potential advantages include:
- Fewer part transfers
- Reduced handling variation
- Improved concentricity control
- Shorter production chains
- Lower setup complexity
- Better machine utilization

However, these advantages depend heavily on machining stability and process consistency.
Why PCBN Upgrades Sometimes Fail
Many manufacturers upgrade to PCBN expecting immediate productivity gains.
If the machining system lacks rigidity, failure risk rises quickly.
Typical causes include:
- Interrupted contact
- Long overhang boring
- Harmonic vibration
- Inconsistent stock allowance
- Weak spindle damping
- Poor workholding rigidity
A brittle ultra-hard insert cannot compensate for instability elsewhere in the machining process.
In some unstable operations, optimized carbide tooling produces lower total machining cost than PCBN because insert replacement frequency and operator intervention remain lower.
How Production Teams Usually Improve PCBN Reliability
When PCBN edge failure becomes unstable, machining teams commonly improve performance by:
- Stabilizing stock allowance
- Improving fixture rigidity
- Reducing interrupted engagement
- Increasing damping mass
- Controlling thermal fluctuation
- Improving spindle stability
In hardened steel machining, setup stability often matters more than insert grade selection alone.
PCD - The Best Choice for High-Volume Non-Ferrous Machining
PCD combines:
- Extremely high hardness
- Exceptional thermal conductivity
- Extremely sharp cutting edge capability
This makes PCD highly effective for aluminum and composite machining.
Why PCD Performs Extremely Well in Aluminum Production
PCD tooling is widely used for:
- Aluminum alloys
- Silicon aluminum materials
- Copper alloys
- Graphite
- Carbon fiber composites
Advantages typically include:
- Reduced built-up edge
- Lower cutting force
- Excellent surface finish
- Longer unattended machining cycles
- Reduced insert indexing frequency
In high-volume aluminum production, PCD often delivers extremely low cost per part despite higher initial tooling cost.
Why PCD Fails Rapidly in Steel Machining
Although PCD is harder than PCBN, it performs poorly in ferrous materials.
At elevated cutting temperatures, diamond reacts chemically with iron.
This accelerates:
- Diffusion wear
- Chemical degradation
- Edge breakdown
In ferrous machining, edge failure may occur suddenly even when the insert initially appears stable.
Material compatibility depends on chemical behavior as much as hardness.
Deep-Hole Boring Completely Changes Tool Material Behavior
Deep-hole machining introduces conditions very different from external turning.
As hole depth increases:
- Coolant pressure decays
- Boring bar resonance increases
- Chip evacuation timing becomes unstable
- Heat removal becomes less predictable
- Insert nose movement increases under radial deflection
These conditions often change which tool material performs best.
A ceramic insert that performs extremely well in rigid external turning may fail rapidly inside deep cavities because harmonic amplification creates repeated edge shock before measurable wear develops.
Similarly, ultra-hard tooling may lose productivity advantages if chip evacuation instability creates repeated insert impact or unpredictable thermal fluctuation.
This is why deep-hole boring often prioritizes:
- Vibration damping
- Predictable edge behavior
- Stable chip evacuation
- Controlled harmonic behavior
- Reliable long-cycle machining
rather than maximum hardness alone.
Discussions around anti-vibration boring systems, modular boring assemblies, and long-overhang machining stability increasingly focus on maintaining predictable insert behavior under unstable dynamic loading conditions.
In many real production environments, optimized carbide boring systems still produce the most reliable long-term machining performance because they balance toughness, wear resistance, and vibration stability effectively.
Final Recommendation - Match Tool Material to the Entire Machining System
There is no universally superior cutting tool material.
The correct choice depends on the interaction between:
- Machine rigidity
- Overhang ratio
- Workpiece material
- Thermal load
- Vibration behavior
- Coolant stability
- Chip evacuation
- Interrupted cutting severity
- Unattended machining goals
- Cost-per-part priorities
In real production environments, stable machining behavior often matters more than maximum theoretical hardness.
The most productive insert is not always the fastest one. In many operations, the insert that produces the most predictable wear behavior ultimately delivers the best machining economics.
Understanding how HSS, carbide, ceramic, PCBN, and PCD behave under real machining instability helps manufacturers reduce downtime, improve process consistency, and avoid expensive tooling mistakes.
In precision boring and deep-hole machining especially, tooling performance depends on the interaction between insert material, vibration control, setup rigidity, harmonic stability, and machining dynamics rather than insert hardness alone.