In deep-hole boring, inserts rarely fail all at once.
The stability margin disappears first.
The insert may still cut material normally. Dimensions may still remain technically within tolerance. Production may continue running for several more batches without obvious alarms.
But the process is no longer behaving predictably.
Surface finish begins changing between parts. Bore correction frequency increases. Chatter appears intermittently during long-overhang passes. Chip evacuation becomes inconsistent. Spindle load trends fluctuate more aggressively than before.
At that stage, the insert itself is often no longer the primary issue.
Process stability is.
Many Production Environments Replace Inserts Too Late
One of the most common boring problems is relying too heavily on visible wear.
Operators often wait for:
- severe flank wear
- obvious edge chipping
- continuous chatter
- dimensional failure
before replacing inserts.
In precision boring applications, especially in long-overhang and small diameter machining, instability usually develops much earlier.
This is why wear-related problems often first appear as:
- unstable bore size
- intermittent chatter
- inconsistent Ra values
- changing chip behavior
- repeated offset correction
- unpredictable dimensional drift
The insert may still appear mechanically usable.
The process window is already shrinking.
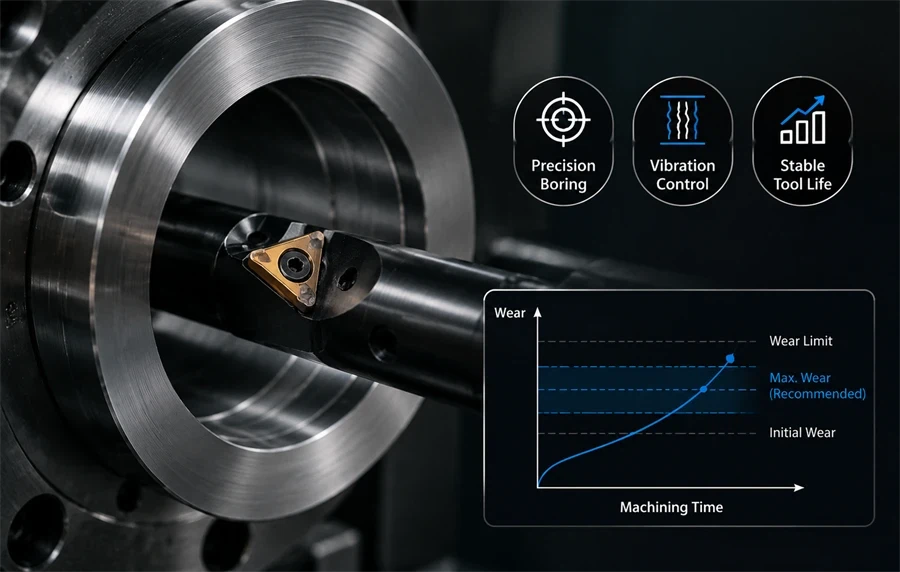
The Most Expensive Wear Stage Happens Before Catastrophic Failure
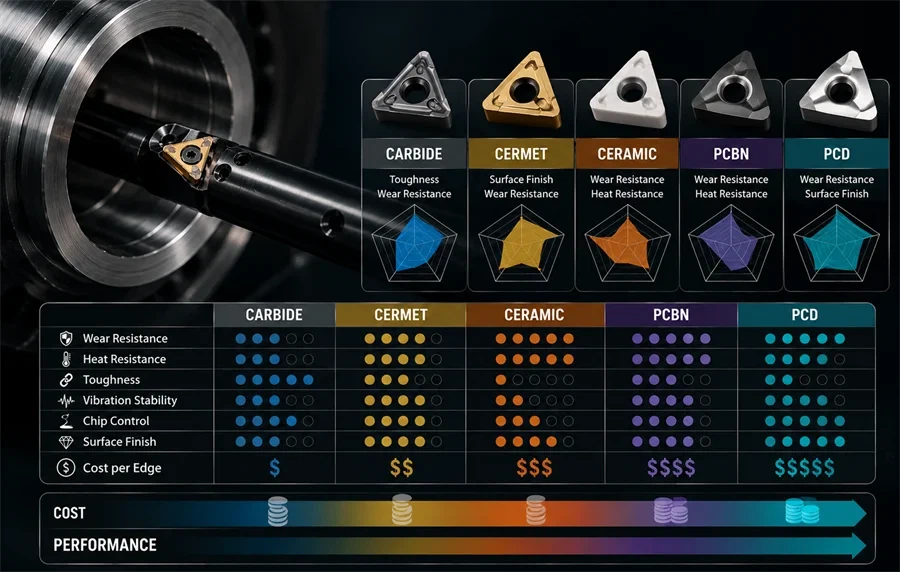
Traditional wear models generally divide insert wear into three stages:
- Initial wear
- Stable wear
- Rapid wear

In actual production environments, however, the most expensive stage is often the unstable transition zone between stable wear and visible failure.
This stage creates risk because:
- the insert still appears usable
- production may initially continue normally
- instability develops gradually rather than suddenly
Many automated production lines first recognize the problem after unattended machining cycles begin producing inconsistent bore quality.
The insert survives.
The bore consistency does not.
Why Boring Operations Lose Stability Faster Than External Turning
Boring systems naturally operate with lower rigidity and smaller stability margins than external turning setups.
As overhang increases, radial cutting force variation affects the system much more aggressively.
As insert wear progresses:
- flank friction increases unevenly
- edge sharpness deteriorates gradually
- chip flow destabilizes
- cutting temperature rises
- radial force fluctuation increases
Rigid external turning systems may absorb part of this instability.
Long-overhang boring systems often cannot.
Instead, fluctuating radial force can rapidly excite:
- harmonic vibration
- boring bar deflection
- chatter amplification
- unstable cutting behavior
This creates a self-reinforcing instability cycle:
- Wear increases force variation
- Force variation increases vibration
- Vibration destabilizes cutting behavior
- Unstable cutting accelerates wear progression
Once this cycle begins, process stability may deteriorate rapidly even while the insert still appears visually acceptable.
This is why a boring insert's effective production life is frequently much shorter than its physical edge life.
Deep-Hole Boring Shrinks the Stability Window Further
Deep-hole boring introduces additional instability factors that standard turning operations rarely encounter.
As boring depth increases:
- tool deflection becomes more sensitive
- coolant access becomes less effective
- chip evacuation becomes more restricted
- harmonic vibration becomes easier to excite
- radial force amplification increases
In small diameter deep-hole applications, chip packing sometimes becomes the actual replacement trigger before visible flank wear becomes severe.
This is one reason why deep-hole machining operations often require conservative replacement schedules even when inserts still appear mechanically usable.
The process window is simply smaller.
Flank Wear VB Still Matters - But It Does Not Define Process Stability
Flank wear width, commonly called VB, remains one of the most widely used insert wear standards because it can be measured relatively consistently.
Typical reference values include:
| Workpiece Material | Machining Type | Typical VB Limit |
|---|---|---|
| Carbon steel and alloy steel | Rough machining | 1.5-2.0 mm |
| Carbon steel and alloy steel | Finish machining | Around 1.0 mm |
| Cast iron | Rough machining | 2.0-3.0 mm |
| Cast iron | Semi-finish machining | 1.5-2.0 mm |
| Stainless steel and heat-resistant alloys | Rough and finish machining | Around 1.0 mm |
These values provide useful baseline guidance.
But in precision boring applications, the practical replacement point is often determined by process behavior long before theoretical VB limits are reached.
For example:
- a smaller spindle machine may become vibration-sensitive early
- a low-damping boring setup may lose stability rapidly
- a deep-hole process may lose chip evacuation consistency first
- a finish boring operation may lose dimensional repeatability before visible wear appears severe
The insert may still pass visual inspection while the machining system itself is already unstable.
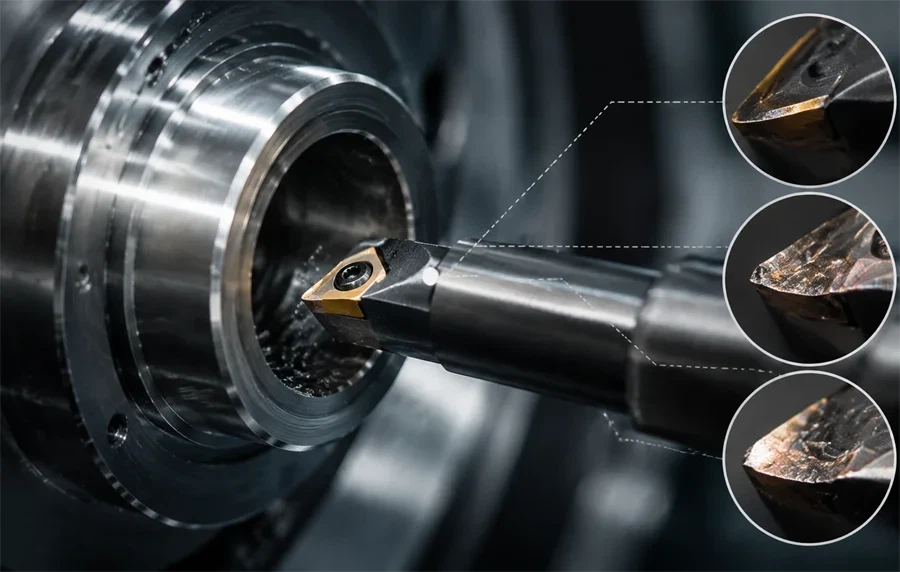
Surface Finish Usually Reveals Instability Before Size Failure
Experienced machining engineers often detect wear progression through surface behavior before dimensional failure becomes obvious.
In stable anti-vibration boring systems, surface texture normally remains highly repeatable.
As instability develops, operators may begin noticing:
- fine chatter marks
- changing feed patterns
- gloss inconsistency
- localized tearing
- unstable finish texture
In many precision boring operations, Ra variation appears before actual bore size failure.
This stage is often the last economically safe replacement window before scrap risk rises sharply.
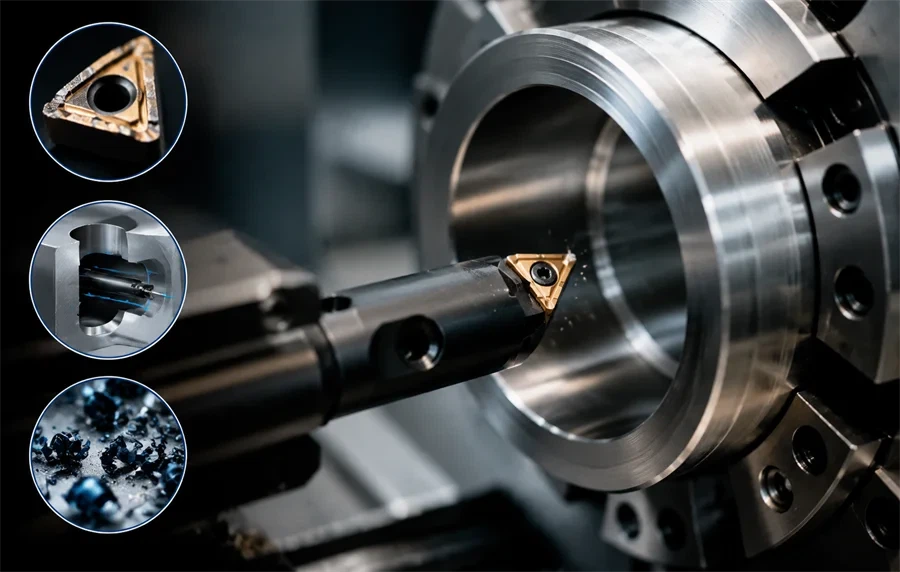
Chip Behavior Often Predicts Wear Earlier Than Visual Inspection
In deep-hole boring, chip evacuation stability frequently becomes a more important wear indicator than insert appearance itself.
As wear progresses:
- chip shape becomes less predictable
- chip breaking deteriorates
- heat discoloration increases
- chip packing risk rises
This becomes particularly dangerous in small diameter deep-hole applications where evacuation space is already limited.
Chip recutting can rapidly trigger:
- sudden load spikes
- unstable vibration
- bore surface damage
- edge breakdown
- inconsistent finish quality
In many production environments, chip behavior becomes one of the earliest indicators that insert stability is deteriorating.
Many Apparent Wear Problems Are Actually Rigidity Problems
Some insert wear problems are not primarily insert problems.
They are machining system rigidity problems.
The same insert may behave completely differently on different machines.
A rigid machining center with:
- stable spindle support
- strong damping capability
- rigid turret structure
- controlled overhang
may continue producing stable bores with moderate insert wear.
A lighter setup may become unstable much earlier.
This commonly occurs in:
- compact turning centers
- smaller spindle machines
- older turret lathes
- mixed-machine production environments
- low-damping boring systems
In many applications, what appears to be poor insert life is actually premature instability caused by insufficient rigidity or vibration control.
Stainless Steel Often Reaches the Instability Zone Earlier
Stainless steel and heat-resistant alloys tend to accelerate instability because they generate:
- high cutting temperature
- work hardening
- unstable chip formation
- built-up edge tendencies
As insert wear progresses, force fluctuation usually becomes increasingly erratic.
In deep-hole boring, unstable chip flow can rapidly trigger:
- chip recutting
- load spikes
- chatter escalation
- bore damage
- unstable finish quality
This is why many experienced machining engineers apply conservative replacement schedules when boring stainless steel even when visible wear remains moderate.
Longer insert life does not always reduce production cost.
Anti-Vibration Boring Systems Extend Effective Wear Life
Many production environments evaluate insert life primarily through visible edge wear.
In boring operations, however, effective stability life is often more important than physical edge survival.
An insert's edge may remain mechanically intact while the process itself has already become unstable.
Damped boring systems help delay this instability growth by suppressing vibration amplification as wear progresses.
As radial force fluctuation increases, unstable systems tend to accelerate chatter rapidly.
Anti-vibration boring systems help reduce:
- harmonic amplification
- vibration sensitivity
- unstable force transmission
- chatter escalation
- bore inconsistency growth
This often allows:
- longer stable finish quality
- more predictable bore geometry
- reduced offset correction frequency
- improved unattended machining reliability
In many deep-hole applications, vibration control influences usable insert life as much as insert grade selection itself.
At Sijitonghui, insert wear is typically evaluated together with:
- overhang ratio
- boring bar damping
- spindle rigidity
- chip evacuation behavior
- machine structure
- process repeatability
rather than as an isolated consumable issue.
Experienced Operators and Mature Manufacturing Systems Detect Wear Differently
Less mature machining environments often rely heavily on:
- visual inspection
- obvious chatter
- catastrophic wear
- operator judgment alone
More advanced manufacturing systems usually detect instability much earlier through process monitoring.
Experienced operators often identify wear progression through:
- spindle tone changes
- vibration feel
- chip color variation
- finish texture changes
- load fluctuation patterns
More automated production environments may additionally monitor:
- spindle load trends
- offset correction frequency
- bore drift behavior
- surface finish consistency
- unattended cycle stability
The more automated the process becomes, the more valuable predictive replacement strategy becomes.
Unexpected instability during unattended machining is usually far more expensive than conservative insert replacement.
Stable Production Usually Matters More Than Maximum Insert Life
Production management often focuses on maximizing insert usage.
Quality and process engineers usually focus on maintaining stable bore consistency.
These goals are not always aligned.
Pushing inserts longer may reduce tooling cost per edge while simultaneously increasing:
- chatter risk
- bore variation
- inspection workload
- operator intervention
- downtime exposure
- automation instability
In many precision boring operations, the economically optimal replacement point occurs well before physical edge failure.
A visually acceptable insert may already be economically unstable.
In deep-hole boring, inserts rarely become unusable when they stop cutting.
They become unusable when the process stops remaining predictable.