Understanding the difference between 3-axis, 4-axis, and 5-axis milling in CNC machining
The difference between 3-axis milling, 4-axis milling, and 5-axis milling is not only about machine capability, but also about how each CNC machining strategy affects production stability, setup accuracy, and cutting efficiency.
In real manufacturing environments, the key question is not simply "what can the machine do," but "how does each axis configuration influence machining errors, tool stability, and part consistency."
This is why understanding the difference between 3-axis CNC milling, 4-axis CNC milling, and 5-axis CNC milling is critical when selecting a machining process for precision components, multi-face parts, or deep cavity machining applications.
3-axis milling: CNC machining with stable cutting but higher setup dependency
3-axis milling operates in X, Y, and Z linear motion, where the cutting tool remains fixed in orientation relative to the workpiece.
In CNC machining, 3-axis milling is the most common starting point because it provides stable and predictable cutting conditions. The tool always engages the material from a single direction, which reduces programming complexity and ensures consistent cutting behavior.

3-axis CNC milling applications
3-axis milling is widely used for:
- Flat surface machining
- Drilling and tapping aligned with tool axis
- Simple 2D and 2.5D geometry
- Basic prismatic components
The real limitation of 3-axis milling in production
The main limitation of 3-axis CNC milling is not cutting capability, but setup dependency.
When machining multiple sides of a part, the workpiece must be repositioned. This introduces:
- Setup alignment errors
- Datum shifting between operations
- Increased operator dependency
- Accumulated machining tolerance deviation
In precision machining environments, these setup-related errors often have a greater impact on final accuracy than the cutting process itself.
3-axis milling also becomes less stable in deep pocket machining due to limited tool orientation flexibility, increasing the risk of vibration and tool deflection.
4-axis milling: CNC machining that improves efficiency through rotational access
4-axis milling adds a rotational axis, typically the A-axis, allowing the workpiece to rotate while maintaining a single setup.
Compared to 3-axis milling, 4-axis CNC milling does not primarily increase geometric capability. Instead, it improves production efficiency by reducing setup changes and minimizing repositioning errors.

4-axis CNC milling advantages in production
- Reduced number of setups compared to 3-axis milling
- Improved consistency across multiple machining faces
- Lower cumulative positioning error
- Higher repeatability in batch production
Indexing vs continuous 4-axis CNC milling
4-axis milling includes two modes:
- Indexing 4-axis milling, where the part rotates to a fixed position before cutting
- Continuous 4-axis milling, where rotation and cutting occur simultaneously
Even though 4-axis milling improves access to multiple faces, it still operates around a single rotational axis, meaning all features must align with that axis or require additional setup adjustments.
When 4-axis milling is the best CNC machining choice
4-axis CNC milling is most effective for:
- Cylindrical components
- Radial features around a central axis
- Multi-face parts requiring consistent angular positioning
In these cases, 4-axis milling reduces machining time not by cutting faster, but by reducing setup-driven inefficiencies.
5-axis milling: CNC machining that improves cutting stability through tool orientation control
5-axis milling adds two rotational axes to X, Y, and Z motion, allowing continuous adjustment of tool or workpiece orientation during CNC machining.
The key difference between 5-axis milling and 3-axis or 4-axis milling is not complexity, but control over cutting conditions.

5-axis CNC milling advantages
In 3-axis milling and 4-axis milling, the tool orientation is fixed or limited. This often results in:
- Higher cutting force concentration
- Increased tool deflection
- Greater vibration risk in deep machining
5-axis CNC milling solves this by continuously optimizing tool orientation, improving cutting stability and reducing mechanical stress on the tool.
3+2 vs simultaneous 5-axis milling
There are two main types of 5-axis CNC machining:
- 3+2 positioning milling, where the part is angled before cutting
- Simultaneous 5-axis milling, where all axes move continuously during cutting
Simultaneous 5-axis milling is particularly effective for complex surfaces and deep cavity machining, where tool engagement must remain stable across varying geometries.
When 5-axis milling is not the best CNC solution
Despite its advantages, 5-axis CNC milling is not always necessary.
For simple prismatic parts or low-complexity geometries, 5-axis machining can introduce unnecessary programming complexity and reduce production efficiency.
In CNC machining, higher axis count does not automatically mean better results. Stability and efficiency depend on application suitability.
3-axis vs 4-axis vs 5-axis milling: CNC machining comparison for production decisions
The difference between 3-axis milling, 4-axis milling, and 5-axis milling becomes clear when evaluated through production requirements rather than machine capability alone.
- 3-axis CNC milling prioritizes simplicity but requires more setups
- 4-axis CNC milling improves efficiency by reducing repositioning errors
- 5-axis CNC milling enhances cutting stability through tool orientation control
In CNC machining selection, the key decision factors include:
- Setup reduction requirements
- Machining stability
- Tool accessibility
- Programming complexity
- Production volume
Machining stability factors beyond axis count in CNC milling
In real CNC machining environments, axis configuration is only one part of overall stability.
Other critical factors include:
- Tool overhang length
- Fixture rigidity
- Chip evacuation efficiency
- Cutting force direction
- Vibration behavior during deep machining
Many machining instability issues are caused not by axis limitations, but by insufficient rigidity or improper cutting strategy.
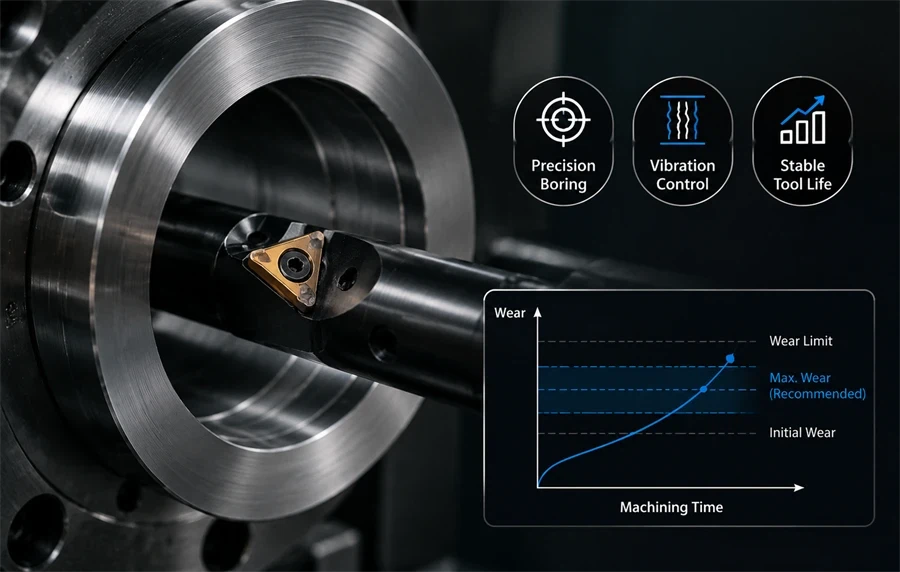
This is especially important in deep cavity machining and precision boring applications where vibration control directly affects surface finish and dimensional accuracy.
Engineering perspective from Sijitonghui
In precision CNC machining applications, especially in deep-hole machining and vibration-sensitive operations, axis selection must be evaluated together with tooling stability and rigidity control.
Sijitonghui focuses on machining stability optimization through anti-vibration boring systems and modular tooling solutions. In many cases, improving system rigidity and damping behavior has a greater impact on machining accuracy than simply increasing CNC machine axis count.
For unstable cutting conditions, vibration analysis and tool support design are often more critical than selecting between 3-axis, 4-axis, or 5-axis milling systems.
CNC milling selection is a stability-driven engineering decision
The difference between 3-axis milling, 4-axis milling, and 5-axis milling is not simply an increase in machine complexity.
It represents three different CNC machining strategies for managing setup error, cutting stability, and tool accessibility.
Understanding this difference allows more accurate decision-making when selecting machining processes for precision components, multi-face parts, and complex geometries.